
超聲波焊接原理:超聲波焊接機是利用超聲波機械振動,使被焊接件在一定壓力下,通過原子鍵的聯合,實現固相連接,由于焊接過程中只發(fā)生微熔化就能在金屬之間,非金屬(主要指熱塑性塑料)之間實實現焊接,因而具有其他焊接方法所不及的優(yōu)點。超聲波焊接分為超聲波金屬焊接與超聲波塑料焊接。
超聲波焊接機設備:

設備參數
發(fā)生器:長:530mm 寬 :230mm 高:230mm
整機重量: 40 kg
系統額定功率:2000w
功率調節(jié)范圍:0W-2000W,建議50W-2000W
功率計算:P=U*I(W)
功率精度:正負3%
系統額定工作壓力:0.2-0.6MPa
生產節(jié)拍:800ms+焊接時間
電源電壓:AC輸入電壓:220V ±10%,50/60Hz
軟件保護:軟件保護電流保護17A,電壓270V,超過3S保護,功率過高過低保護(高于3.3KW和低于50W),阻抗過低保護(低于5歐姆)。
硬件保護:電流保護25A。
焊接范圍:0.5平方-20平方,建議1.0平方-18平方。平方數越大焊頭磨損越快。
優(yōu)化特點:支持后期軟件升級優(yōu)化焊接
硬件升級:預留一個RS232接口,兩個位置傳感器接口,4個電磁閥接口,一個硬件強制復位,一個位置自動調節(jié)接口。
系統特點:該系統電源為恒功率電源供電,發(fā)生器核心為PLL控制,利用外部聲組件的參考信號控制環(huán)路內部振蕩信號的頻率和相位,實現輸出信號頻率對輸入信號頻率的自動跟蹤,是一種閉環(huán)系統,頻率跟蹤好,適應負責能力強,跟蹤性能穩(wěn)定等優(yōu)點。氣壓上升電流下降的原則。對氣壓小范圍波動無影響。
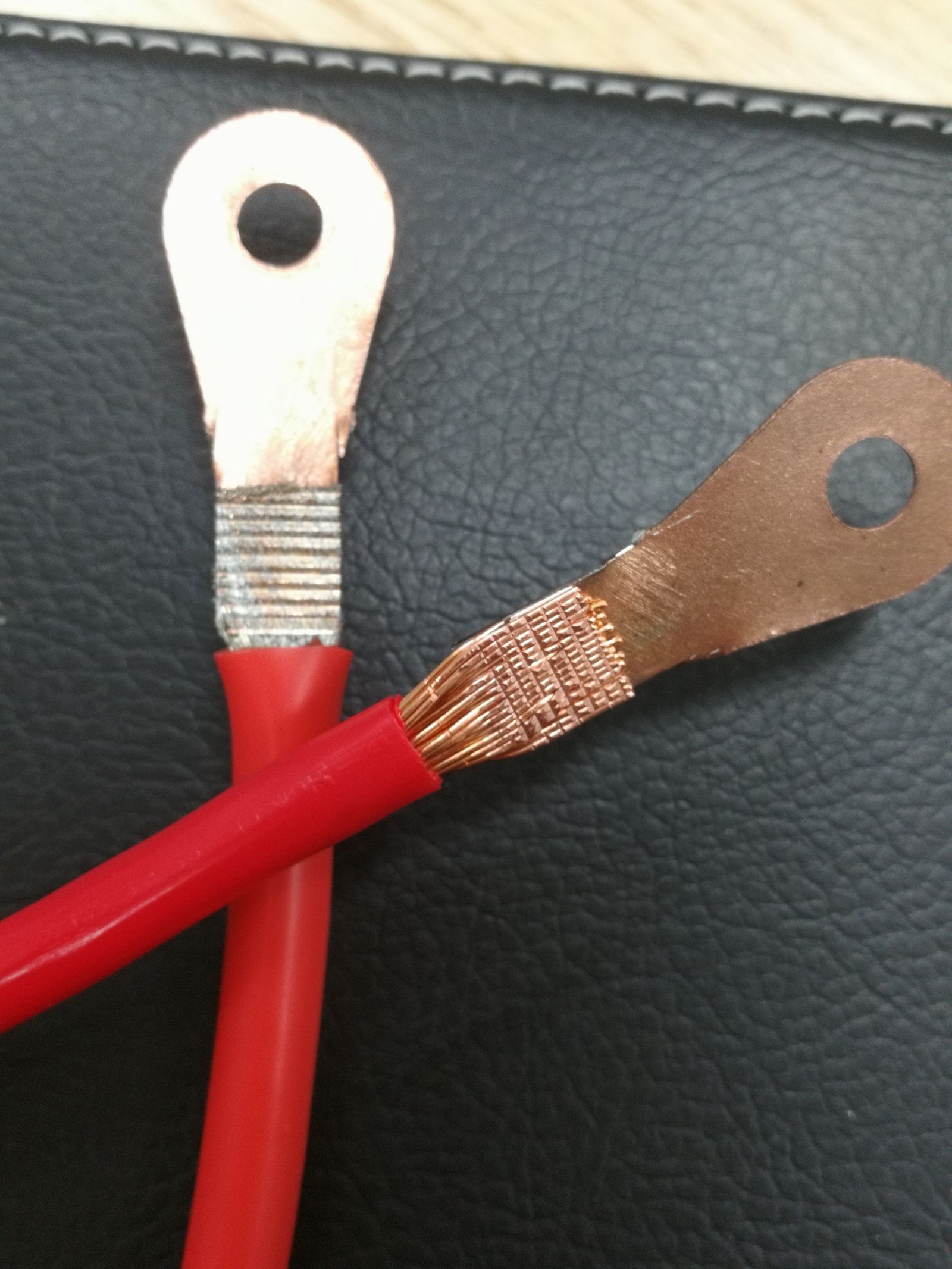
部分焊接樣品:




 客服
客服