
銅線線束焊接不合格該怎樣處理?
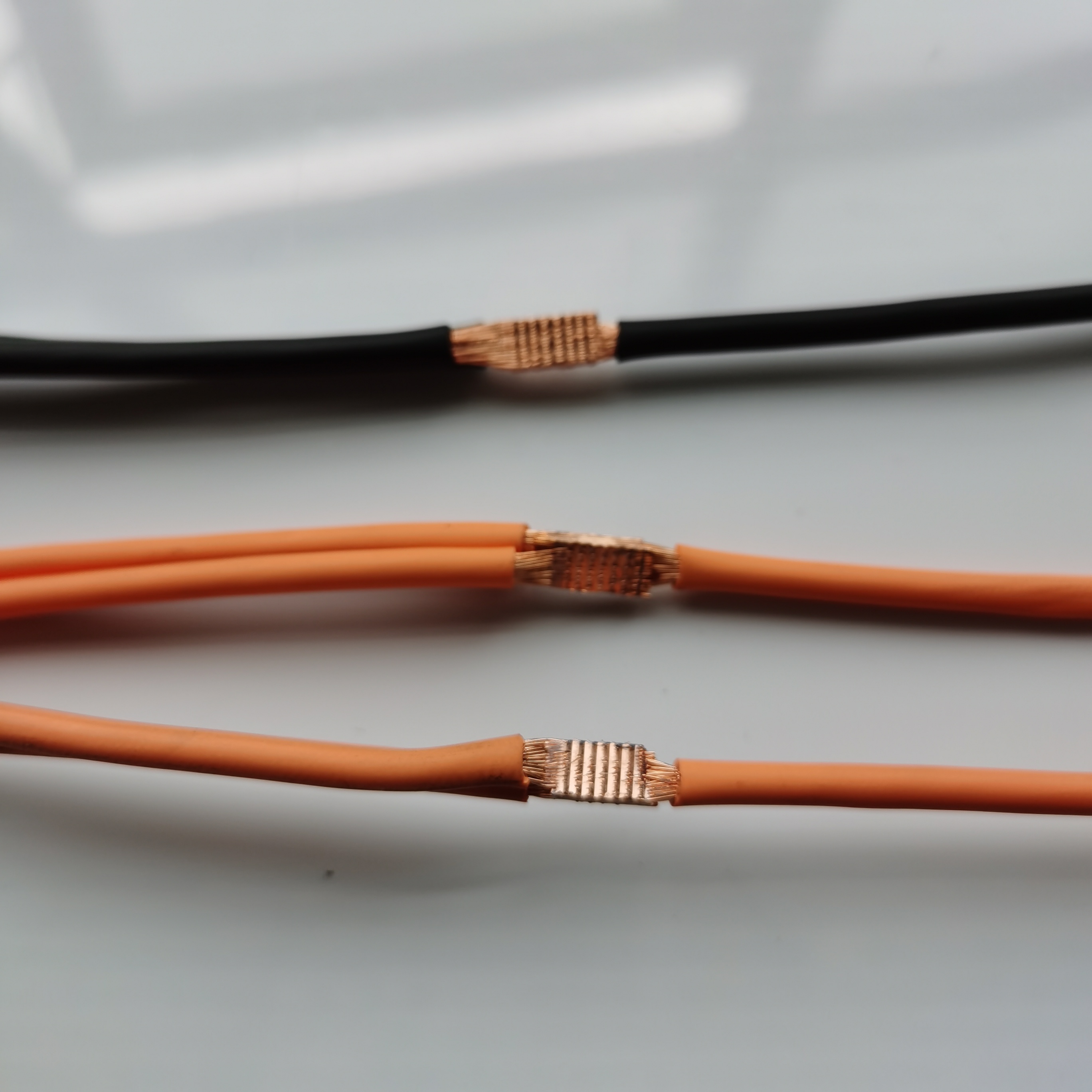
銅線線束焊接機不合格該怎樣處理,下面恒聲特小編給大家講一講。 一、銅線線束導致的問題
① 電氣功用部分或悉數失效;
② 整車不能正常行進;
③ 接插件部分燒蝕;
④ 線束內部短路;
⑤ 線束部分磨損;
⑥ 線束部分燒蝕;
⑦ 整車燒蝕。
二、操控辦法及目的
不合格數量1—50件單位以內的:查驗員將不合格品登記在《不合格品核算表》中,由班組長填寫責任人,簡述不合格原因,由質量部授權的返工人員在返工區域進行返工;≥50件單位的不合格:查驗員當即進行標識(紅符號/卡)阻隔并奉告質控組長,質控組長招集多功用諧和小組對存在質量缺點的產品進行驗證、剖析原因、辨認各種不安全風險、斷定處理計劃,并將十分終處理作用填寫在紅卡上或《不合格評論定處置單》,處理進程按五步法或8D陳說施行,辦法結束后由查驗員取回紅卡交質控組長進行質量數據核算剖析。每月的《不合格品核算表》及紅卡上或《不合格評論定處置單》結束后交質控組長進行核算剖析,作為擬定優先減少計劃的依據;不管你是工藝技術人員仍是質量工程師,都要把現在的產質量量當成我們明日的商場看待。
作為一名技術工藝人員,應當對車間出產進程工藝處理、質量問題剖析、擬定糾正和防范辦法,查看查核的施行狀況擔任;依據產品要求對規劃圖紙進行工藝計劃、工藝流程的規劃,安排編制工藝手冊、質量操控點履歷書等工藝文件;使我們的產品契合規范要求。
三、銅線線束的首要問題
① 規范不符
a、電線規范不符;b、膠管規范不符;c、分支規范不符;d、扣鉤規范不符;e、其它。
② 設備不良
a、脫釘;b、插錯線;c、方向不正確;d、固定器不牢;e、配件掉落;f、其它。
③ 包扎不良
a、電線不整齊;b、電線漏出;c、膠帶翹起;d、包扎不健旺;e、其它。
④ 壓接不良
a、端子不良;b、端子方位不良;c、芯線暴露;d、C/H、I/H不符;e、端子電線不適配;f、其它。
⑤ 欠品
a、欠壓端子;b、欠插護套;c、欠纏膠帶;d、欠膠管;e、欠標簽;f、欠保險絲;g、欠扣鉤;h、欠固定器;i、欠配件;j、其它。
⑥ 物品不良
a、電線不良;b、端子不良;c、膠管不良;d、護套不良;e、標簽不良;f、配件不良;g、其它。
⑦ 誤品
a、電線用錯;b、端子用錯;c、防水栓用錯;d、膠管用錯;e、標簽用錯;f、護套用錯;g、配件用錯;g、其它。
四、線束進程操控問題
3.1來料查驗
合格:來料查驗依據相應的查驗規范對來料質量進行斷定,合格后在所查驗的原資料包裝上打合格標識。在相應的送檢單上簽合格印章,并奉告庫房保管員處理入庫手續。
不合格:來料被判為不合格品時,來料查驗對不合格資料作標識后首要奉告庫房保管員將不合格品移到相應的操控區域,并填寫《質量反應單》收買零件質量問題奉告單奉告SQE和顧客說明(顧客供應產品)。
3.2不合格品返工
返工人員應奉告查驗員進行查驗,查驗員按《產品返工/查驗作業履歷書》施行,查驗合格后查驗員將紅卡取走并記載作用;
3.3驗證
查驗員有必要在出產操作進程中對悉數產品進行操控與斷定,驗證資料的規格型號及操作過程與工藝要求的一致性;
3.4排查
當呈現可疑資料/產品時,查驗員及出產班組長質控組長應于兩小時內招集相關人員進行半制品、制品的查看和追溯。
3.5可疑資料/產品未出廠
由質控組長、查驗員、班長、出產部主管、物流主管依據可疑資料/產品的批號和相關記載(查驗記載、入庫記載、周轉卡等)一同進行追溯,應確保追溯到公司范圍內十分初的可疑批,避免不合格品的轉序或發運到顧客。
3.6可疑資料/產品已出廠
由銷售部擔任奉告顧客,并與質控組長、班長、出產部主管、物流主管依據可疑資料/產品的批號和相關記載(查驗記載、入庫記載、發貨記載等)一同進行追溯,關于無法供認十分初可疑批次的,可追溯至十分近一批無顧客投訴的出廠可疑資料/產品止,已跨過三包期限的資料/產品可暫不進行追溯。凡涉及到產品安全性的不合格品,由質控組長填寫《質量反應單》報至銷售部,銷售部擔任人與顧客洽談并選用補償辦法,必要時將產品退回。
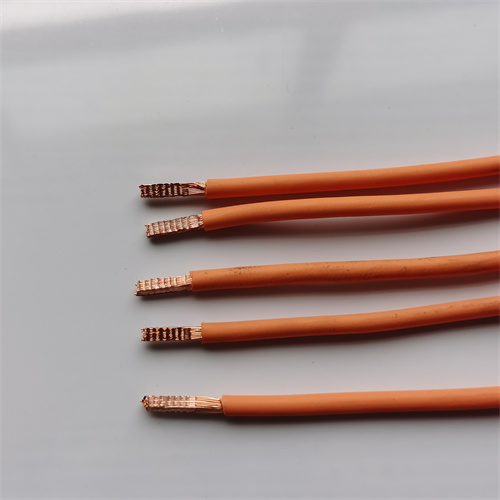
無錫恒聲特超聲波焊接設備有限公司專業生產超聲波金屬焊接設備,銅片銅線焊接機,接線端子焊接機 其它種類 :超聲波金屬焊接機,銅線與銅片焊接機,:超聲波銅管+銅片金屬焊接機,超聲波銅管+鋁片金屬焊接機,超聲波銅管金屬焊接機,超聲波散熱架片金屬焊接機,碳刷片超聲波金屬焊接機,超聲波電容極片金屬焊接機,超聲波電解金屬焊接機。


 客服
客服