
超聲波變幅桿與超聲波換能器的連接方式
一、釬焊連接竦片磁致伸縮換能器與變幅桿之間釆用釬焊。釬焊時,把適當厚度的夾板放在疊好的 鐐片兩側,然后用螺栓把鐐片夾緊,以保證釬焊受熱時不致散開。焊完和冷卻之后,在換能 器的各個角上放上合成樹脂保護板,并分別在換能器的上端面和變幅桿的端面上粘接士 孔性海綿,然啟按預定的圈數(shù)把耐熱絕緣導線纏到鐐片換能器上。
二、環(huán)気樹脂粘接
鐵氧體磁致伸縮換能器與變幅懺之間采用環(huán)氧樹脂粘接起來,如圖所示。首先 用已涂敷聚四氟乙烯夕0.5mm的耐熱絕綠導線纏在換能器上,然后用銀焊料把膨脹系數(shù) 是不多的不銹鋼和炭素鋼變幅桿釬規(guī)在迎。變幅桿的粘接而和換能器端面仔細清洗之 后,加熱到110 — 15OC,保持30min左右。隨后在兩個粘接表面上分別撤上環(huán)氧樹脂,當 環(huán)氧樹脂變成透明狀態(tài)時,將兩端鹵貼緊,并壓上15?20N的重物,在140?150 C保溫 3?4h,然后隨爐冷卻,.…宜冷到空溫,
三、螺紋連接
壓電換能器與變幅桿之間采用螺紋連接,如下圖所示,螺紋的中心線與端面之間壓電換能器與變幅
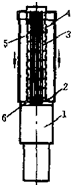
桿之間的螺紋連接法
1、超聲波換能器;
2、超聲波變幅桿;
3、耐熟絕緣導線(3聚四気乙煽涂快);
4 、導電體;
5 、供機體扭轉換能器;
6、不銹鋼。
要求有很高的垂直度。加工時,在車床上通過一次裝夾全部完成端面和螺紋的加工,即可 保證很高的垂直度。如果超聲波換能器和變幅桿的兩個被連接表面接觸不良,就不會正常起振。 因此,這兩個被連接表面必須經過研磨加工,以保證很高的平面度和很小的表面粗糙度 Ra值。組裝時,這兩個被連接表而應先涂敷硅油或蔥麻油,再擰緊螺紋。


 客服
客服